点阵板(万能电路板/洞洞板)是一种按照标准IC间距(2.54mm)布满焊盘、可按自己的意愿插装元器件及连线的印制电路板,俗称“洞洞板”。相比专业的PCB制版,洞洞板具有以下优势:使用门槛低,成本低廉,使用方便,扩展灵活。比如在学生电子设计竞赛中,作品通常需要在几天时间内争分夺秒地完成,所以大多使用洞洞板。
焊接前的准备
在焊接点阵板之前你需要准备足够的细导线用于走线。细导线分为单股的和多股的(上图右):单股硬导线可将其弯折成固定形状,剥皮之后还可以当作跳线使用;多股细导线质地柔软,焊接后显得较为杂乱。
点阵板具有焊盘紧密等特点,这就要求我们的烙铁头有较高的精度,建议使用功率30瓦左右的尖头电烙铁。同样,焊锡丝也不能太粗,建议选择线径为0.5~1mm的。
手工焊接操作的基本步骤:
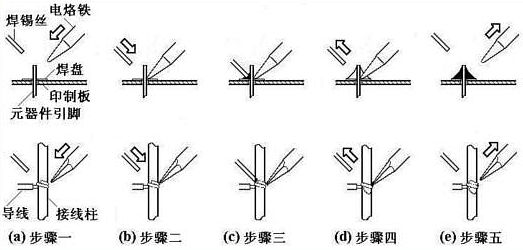
掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的手工焊接操作过程可以分成五个步骤:
⑴ 步骤一:准备施焊(图(a))
左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
⑵ 步骤二:加热焊件(图(b))
烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为1~2秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触两个被焊接物。例如,图(b)中的导线与接线柱、元器件引线与焊盘要同时均匀受热。
⑶ 步骤三:送入焊丝(图(c))
焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。注意:不要把焊锡丝送到烙铁头上!
⑷ 步骤四:移开焊丝(图(d))
当焊丝熔化一定量后,立即向左上45°方向移开焊丝。
⑸ 步骤五:移开烙铁(图(e))
焊锡浸润焊盘和焊件的施焊部位以后,向右上45°方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约也是1~2秒。
焊接注意要点:
⑴ 保持烙铁头的清洁
⑵ 靠增加接触面积来加快传热
⑶ 加热要靠焊锡桥
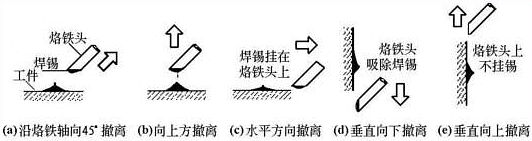
⑷ 烙铁撤离有讲究
烙铁的撤离要及时,而且撤离时的角度和方向与焊点的形成有关。图5.18所示为烙铁不同的撤离方向对焊点锡量的影响。
⑸ 在焊锡凝固之前不能动
⑹ 焊锡用量要适中
⑺ 焊剂用量要适中
⑻ 不要使用烙铁头作为运送焊锡的工具
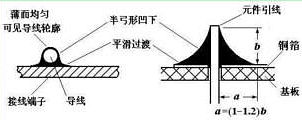
理想焊点的外观:
① 形状为近似圆锥而表面稍微凹陷,呈漫坡状,以焊接导线为中心,对称成裙形展开。虚焊点的表面往往向外凸出,可以鉴别出来。
② 焊点上,焊料的连接面呈凹形自然过渡,焊锡和焊件的交界处平滑,接触角尽可能小。
③ 表面平滑,有金属光泽。
④ 无裂纹、针孔、夹渣。
点阵板的焊接方法:
对于元器件在洞洞板上的布局,大多数人习惯“顺藤摸瓜”,就是以芯片等关键器件为中心,其他元器件见缝插针的方法。这种方法是边焊接边规划,无序中体现着有序,效率较高。但由于初学者缺乏经验,所以不太适合用这种方法,初学者可以先在纸上做好初步的布局,然后用铅笔画到洞洞板正面(元件面),继而也可以将走线也规划出来,方便自己焊接。
对于点阵板的焊接方法,一般是利用前面提到的细导线进行飞线连接,飞线连接没有太大的技巧,但尽量做到水平和竖直走线,整洁清晰。现在网上流行一种方法叫锡接走线法工艺不错,性能也稳定,但比较浪费锡。纯粹的锡接走线难度较高,受到锡丝、个人焊接工艺等各方面的影响。如果先拉一根细铜丝,再随着细铜丝进行拖焊,则简单许多。洞洞板的焊接方法是很灵活的,因人而异,找到适合自己的方法即可。
凡亿电路承接万能电路板生产业务,联系客服咨询万能电路板相关业务请联系客服